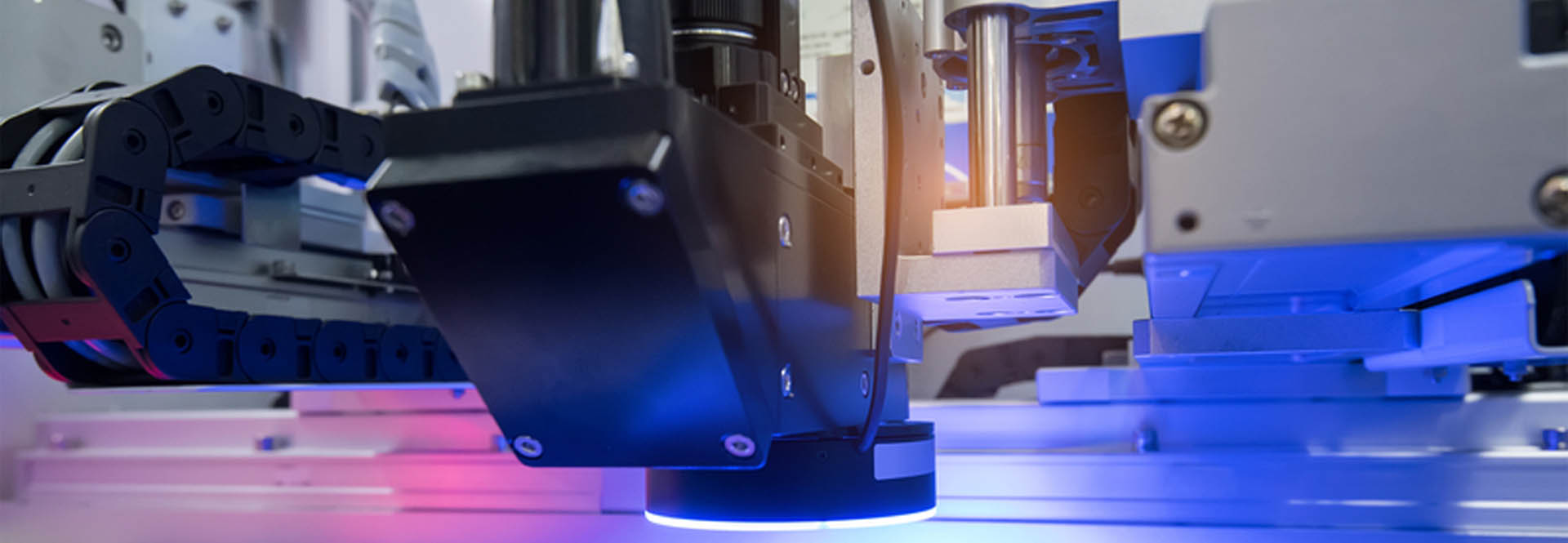
Neptune systems have arrangement with TEJ controls
Thane who are pioneer in vision systems, Vision
Inspection Systems uses camera to grab image
of the component to be tested, once image is
taken Image Processing Algorithms are used to
detect any visual flaws in component. Vision
Inspection systems can be used for faster and
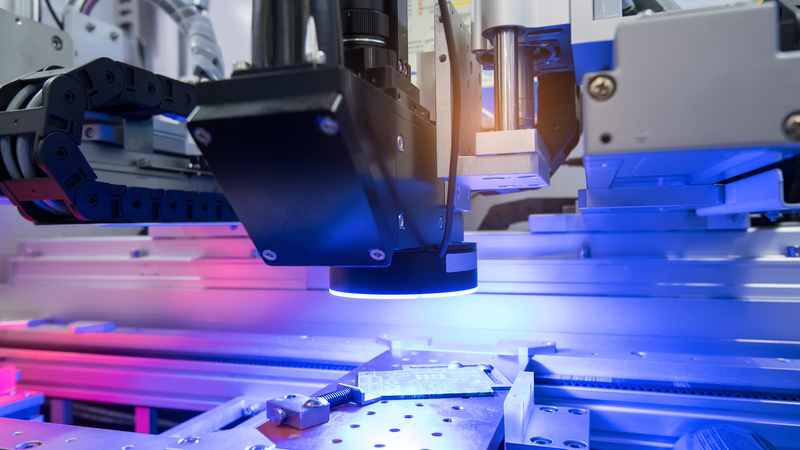
accurate automated visual inspection. The typical
examples of vision inspection systems include
automated sorting systems, Automated Optical
Inspection (AOI), Automated Optical Measurements
(AOM), Pattern Matching, Optical Character
Recognition (OCR), Colour Inspection or colour
matching, Go - No Go inspection systems etc.
We provide vision inspection systems using National
Instruments Vision Development Module and we work
with various cameras like NI smart camera, fire wire
cameras, GigE Cameras, USB cameras. We provide vision
inspection systems using National Instruments
Vision Development Module and we work with various
cameras like NI smart camera, fire wire cameras,
GigE Cameras, USB cameras. We listen to your
requirements and develop a customized solution
which provides you with optimal cost quality and
performance. Depending on custom requirements we
design system & simulate depending on requirements
for any requirements don’t hesitate to ask for demos.


.jpg)
